
Introduction
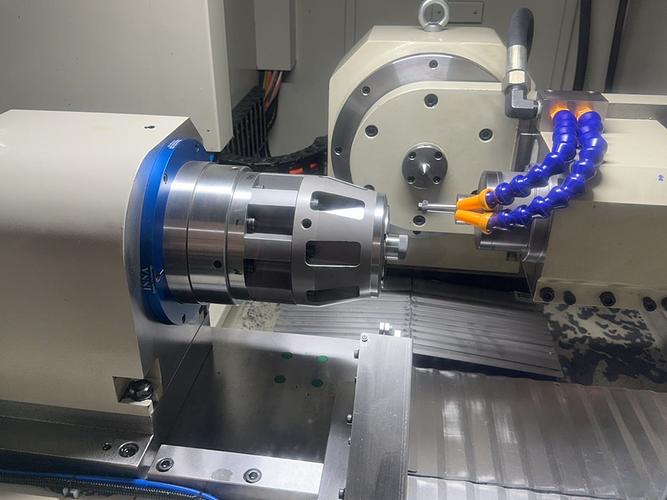
A CNC spiral internal broaching machine is a specialized piece of equipment for precision finishing of internal bores, spiral keyways, and spline holes. Based on the principle of spiral synchronous broaching, it can complete complex internal bore forming in a single pass, featuring high accuracy, stable forming, and excellent consistency. It is widely used in the machining of hydraulic components, gear bushings, and precision sleeve parts.
The equipment involves heavy broaching loads, precision tooling, and high requirements for linkage accuracy. Non-standardized operation can lead to tool chipping, workpiece broaching damage, bore position deviations, and guideway damage. Therefore, strictly following standardized operating procedures is the key to ensuring machining quality, preventing failures, and extending equipment service life.
Step 1: Pre-Startup Inspection and Machine Zeroing
Pre-startup inspection and machine zeroing are the first essential steps before operation:
- Wear proper personal protective equipment (PPE) before starting work.
- Clean iron chips and debris from the worktable, fixtures, and guideway surfaces.
- Check the condition of the equipment's power supply, hydraulic system, and cooling system.
- Confirm that hydraulic oil level and cutting fluid level meet standards, pipelines are free from leaks, and safety guards are intact and undamaged.
- Start the equipment self-diagnostic routine and complete the mechanical zeroing operation.
- Calibrate the spindle and slide table reference coordinates to eliminate system positioning deviations.
- Inspect the condition of the spiral broach — check for chipped teeth, wear, or rust. Never use a damaged tool on the machine.
Step 2: Proper Workpiece Clamping and Tool Alignment
Standardized workpiece clamping and tool alignment are critical for maintaining machining accuracy:
- Clean the workpiece reference bore and fixture locating surfaces before clamping, removing oil and burrs to prevent eccentric clamping or workpiece loosening due to contaminants.
- Adjust the fixture clamping force according to workpiece specifications — ensure firm clamping without crushing or deformation. For thin-walled parts, reduce clamping stress.
- After clamping, perform precise tool alignment: input the workpiece bore diameter, spiral angle, machining stroke, and other parameters.
- Run a dry cycle (empty stroke test) to confirm that the tool path is free from interference and positioning is accurate, eliminating any risk of tool collision.
Step 3: Scientifically Set Machining Parameters
Spiral internal broaching is a heavy-load precision machining process that must strictly follow the principle of "low speed, steady feed, uniform cutting":
- Match the broaching speed and feed rate to the workpiece material and keyway depth.
- For hard materials such as steel and alloy steel, appropriately reduce the feed speed to prevent tool tooth overload and chipping.
- For soft materials such as aluminum alloys, moderately increase speed to improve efficiency.
- Never perform over-load or over-stroke machining without authorization — this prevents tool breakage, guideway deformation, and ensures internal bore surface finish and spiral accuracy.
Step 4: Process Monitoring and Abnormal Condition Handling
During equipment operation, strict safety and monitoring protocols must be observed:
- Never open the safety guard door or touch moving parts while the machine is running.
- Do not adjust fixtures or measure workpieces mid-process.
- Continuously monitor the cutting state, listen for abnormal sounds, and observe vibration conditions.
- If anomalies occur — such as sudden changes in broaching noise, workpiece smoking, or tool jamming — immediately press the emergency stop button. Only restart after the fault has been identified and resolved. Never force operation with an active fault.
- Keep the cooling system continuously spraying to dissipate cutting heat, preventing workpiece thermal deformation and tool ablation.
Step 5: Post-Operation Procedures and Daily Maintenance
Post-machining procedures and routine maintenance must not be overlooked:
- After machining is complete, first retract the tool and perform a zero-return shutdown before removing the workpiece.
- Clean residual iron chips from the equipment, wipe down the worktable and guideways, and perform equipment lubrication maintenance.
- Back up machining parameters promptly.
- Inspect tool wear condition and record equipment operation logs.
- Standardized end-to-end operation can effectively stabilize part machining accuracy, reduce tool wear and equipment failure rates, and ensure long-term stable and efficient operation of the CNC spiral internal broaching machine.
Source: Changsha Sisheng Intelligent Equipment Co., Ltd.



