
Introduction
This article provides an in-depth examination of industrial dryer types.
Continue reading to explore key topics including:
- Industrial Dryer Fundamentals
- Industrial Dryer Classifications
- Various Industrial Dryer Types
- Additional important Information
Chapter 1: Understanding Industrial Dryers
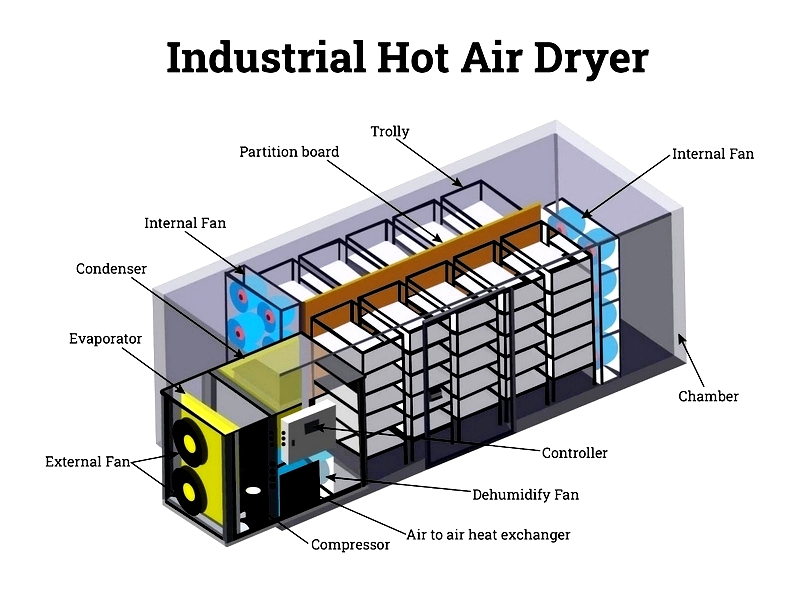
Industrial dryers are advanced, heavy-duty machines specifically designed to eliminate moisture from various materials including equipment, raw components, and food products. These high-performance systems handle substantial volumes while offering precise control and durability for demanding industrial applications.
The industrial dryer classification includes numerous drying machines, each featuring distinct operational principles. Typically customized for particular products or manufacturing requirements, these systems encompass freeze dryers, chemical drying units, air bar dryers, continuous tray dryers, oven dryers, and pan dryers.
Drying involves moisture reduction in wet materials through vaporization, combining heat and mass transfer operations. Heat application causes moisture evaporation, with the resulting vapor removed by air or inert gas flow.
During drying, surrounding air moisture increases while material weight decreases (though dry weight remains constant). This process serves critical functions such as:
- Preventing microbial growth in food and pharmaceutical products
- Protecting materials against corrosion and rust
- Enhancing material properties
- Preparing materials for subsequent processing and handling
- Improving product functionality and value
Industrial dryers serve numerous sectors including food processing, pharmaceuticals, agriculture, sugar production, paper manufacturing, textiles, woodworking, metallurgy, and automotive industries.
Dryer variations primarily differ in moisture extraction methods, size, and capacity. Small-scale units for R&D applications handle minimal moisture, while large-scale systems can process tons of material hourly.
Selecting appropriate dryers requires careful consideration of type, dimensions, and features to match specific applications. Each dryer type offers unique capabilities that influence final product quality and production efficiency.
Chapter 2: Key Heat Transfer Categories in Dryers
Industrial dryers employ three primary heat transfer mechanisms—conduction, convection, and radiation—to effectively remove moisture from diverse products. Understanding these methods is essential for optimizing drying processes across food processing, pharmaceuticals, chemicals, textiles, and biomass applications.
Conductive heat transfer (conduction drying) involves material contact with heated surfaces. This indirect method transfers thermal energy through dryer walls or plates, making it ideal for sensitive or high-value products requiring minimal contamination.
Convective heat transfer (direct drying) utilizes moving fluids (typically hot air) that directly contact wet materials. Thermal energy vaporizes moisture, which is then carried away by the air stream. Process selection depends on product characteristics, energy requirements, and contamination risks.
Direct Dryers
Direct dryers employ convection for efficient heat transfer, enabling rapid, uniform moisture removal. Heated air or gas directly contacts materials, with common examples including rotary dryers, fluid bed dryers, and flash dryers. While offering high throughput, these systems may incur greater energy consumption and heat loss.
Modern direct dryers incorporate features like lifting flights for improved gas contact and heat recovery systems to enhance efficiency and reduce environmental impact.
Air Dryers
Air dryers remove excess moisture from compressed air systems, preventing condensation and equipment damage. Technologies include refrigerated dryers (cooling air to condense moisture), desiccant dryers (using moisture-absorbing materials), and membrane dryers (selective vapor permeation).
Proper dryer selection ensures operational safety and product quality across automotive, electronics, food processing, and pharmaceutical applications.
Conveyor Dryers
Conveyor dryers provide continuous drying via temperature-controlled zones. Mesh or webbed belts allow optimal airflow while maintaining product integrity. Multi-stage designs enable variable residence times for uniform drying, particularly beneficial for food products.
These systems offer energy efficiency, reduced labor requirements, and seamless production line integration.
Food Dryers
Food dryers deliver precise moisture control through accurate temperature regulation and clean heat sources. Common types include multi-layer belt dryers for large-scale production and heat pump dryers for gentle dehydration.
Advanced features like PLC controls and real-time monitoring enhance precision in food manufacturing and preservation.
Rolling Bed Dryers
Rolling bed dryers combine rotary drum and fluidized bed technologies for biomass materials. Rotating drums ensure gentle tumbling and efficient heat transfer while maintaining low temperatures to preserve material quality.
These systems suit bioenergy plants and agricultural processing with their compact design and moisture-handling flexibility.
Indirect Dryers
Indirect dryers use conduction through solid barriers, preventing product-contact with heat transfer media. Common in pharmaceutical and food applications, these systems minimize contamination risks while offering precise control.
Examples include tray dryers and vacuum dryers, valued for their batch processing capabilities and material protection.
Radiant Dryers
Radiant dryers utilize electromagnetic waves for contactless drying. This category includes:
Microwave Dryers
These systems generate internal heat for rapid, uniform drying of pharmaceuticals, ceramics, and specialty materials, offering energy efficiency and process control advantages.
Infrared Dryers
Infrared systems deliver targeted surface heating, ideal for food processing, coatings, and thermoplastic applications with their compact design and energy efficiency.
Batch vs. Continuous Dryers
Batch Dryers
These versatile units process discrete loads, offering flexibility for specialty products and R&D applications. Types include tray, drum, and cabinet dryers with optional automation features.
Continuous Dryers
Designed for high-volume operations, these systems maintain consistent product flow through drying chambers. Advanced controls and energy recovery features make them essential for large-scale manufacturing.



