
Introduction
This article discusses the following topics:
- Definition of Custom Plastic Bags
- Key Characteristics of Custom Plastic Bags
- Varieties of Custom Plastic Bags
- Printing Techniques for Custom Plastic Bags
- Essential Considerations for Printing Promotional Custom Bags
- Advantages of Custom Printed Plastic Bags for Advertising
- Drawbacks of Custom Plastic Bags
Chapter 1 – What Are Custom Plastic Bags?
Custom plastic bags, also known as poly bags or pouches, are flexible containers made from thin plastic film, nonwoven fabric, or plastic textiles. Designed for specific products, these bags serve various purposes including storage and transportation of chemicals, food items, powders, ice, magazines, and other goods. They are essential components in the packaging industry.

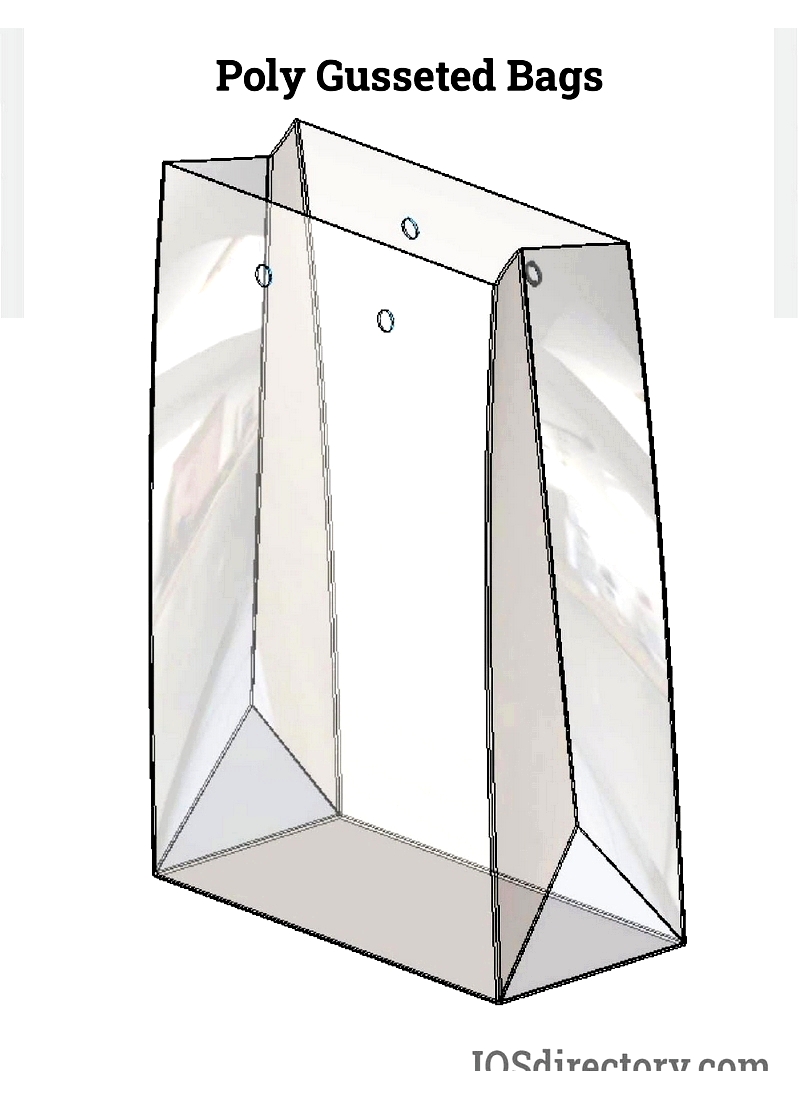
These versatile bags provide convenience and adaptability across multiple industries. In addition to storage and transport functions, they offer valuable branding opportunities. Businesses can enhance brand visibility by printing company names, logos, or images on the bags. Plastic manufacturers produce LDPE (Low-Density Polyethylene) and HDPE (High-Density Polyethylene) custom bags, available in widths up to 56 inches with thicknesses ranging from 0.75 to 8 mil. Common applications include packaging for towels, handkerchiefs, and men's briefs, often featuring punch holes for retail displays. These bags are popular due to their quality, affordability, and durability. Additional enhancements include performance additives, venting options, innovative films, and various print colors.
Constructed from thin polymer sheets, plastic bags serve multiple purposes in industrial, commercial, and residential settings. They are commonly used for transporting, storing, shipping, and packaging various goods while providing waterproofing and protection against environmental factors.
Chapter 2 - Properties of Custom Plastic Bags
Custom plastic bags are made from polymers, large molecules formed by repeating monomer units. In plastic bag production, these units typically come from ethylene or ethene. The polymers consist of long carbon chains with each carbon atom bonded to two hydrogen atoms, creating polyethylene. As one of the most widely used thermoplastics, polyethylene is valued for its flexibility, durability, and cost-effectiveness in custom bag manufacturing. Common polyethylene types include high-density polyethylene (HDPE), medium-density polyethylene (MDPE), low-density polyethylene (LDPE), and linear low-density polyethylene (LLDPE). For example, HDPE is ideal for grocery bags due to its strength, LDPE is suitable for food packaging because of its clarity, and LLDPE is used for glossy retail bags.

The key difference among these polyethylene types lies in their polymer chain branching. Branching occurs when secondary chains attach to the main backbone, creating various structures. LDPE has significant branching, while HDPE and LLDPE have linear chains, affecting their material properties. Branching influences characteristics like tensile strength, impact resistance, melting point, and crystallinity. More branching results in greater flexibility but reduced durability. This explains why LDPE garment bags are thin and soft, while HDPE bags are rigid and tear-resistant for heavier loads.
Polymerization, the process of bonding monomers to form polymers, significantly impacts plastic properties. Traditional methods like Ziegler-Natta polymerization produce strong, high-density plastics. Modern metallocene-catalyzed polymerization creates films with improved clarity, consistency, and higher molecular weights. This technology enhances sealability, puncture resistance, and optical properties, making it valuable for packaging and retail applications.
Free-radical polymerization produces highly branched polyethylene like LDPE. Using initiator molecules, this method creates flexible, lightweight bags ideal for food storage and packaging. LDPE's structure makes it suitable for applications requiring clarity, softness, and low melting points.
Medium Density Polyethylene (MDPE)
MDPE offers a balance between clarity and durability, with more strength than LDPE but greater flexibility than HDPE. While its moderate transparency limits use for heavy items, MDPE is commonly used for trash bags, construction films, and paper product packaging. Its chemical resistance and low moisture permeability make it reliable for protecting goods from contamination.
When selecting custom plastic bags, consider factors like tensile strength, tear resistance, clarity, printability, and recyclability. Businesses increasingly seek biodegradable or recycled options to meet environmental standards. Consulting with manufacturers ensures the right polymer blend, thickness, and bag style for specific needs, enhancing operational efficiency and customer satisfaction across various industries.



