
Introduction
This is the most comprehensive online guide available about wire displays.
You'll discover:
- How Wire Displays Work
- Different Wire Display Varieties
- Materials for Wire Displays
- Practical Uses of Wire Displays
- Plus Additional Insights...

Chapter 1: Wire Display Fundamentals
This section explains wire displays, covering shaping processes and various formation techniques.
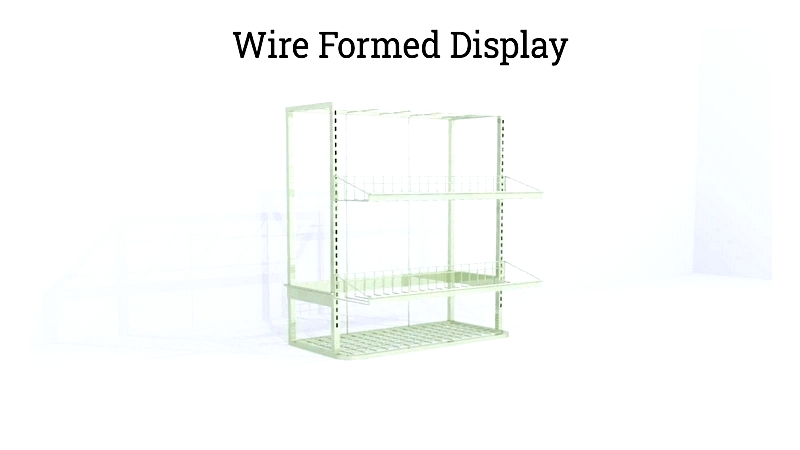
What Are Wire Displays?
Wire shaping accommodates diverse sizes, forms, and finishes. Custom wire forming creates functional structures through bending and molding.
Manufacturers use low-to-high-carbon steels, plus stainless steel, copper, aluminum, brass, and alloys.
Final shapes can be painted, plated, or coated as needed. Equipment includes CFR Ring Formers, BUW Welders, K-70 Welders, and CFM machines handling 17mm wire. CNC benders are common in retail, manufacturing, construction, automotive, and OEM industries.
Rebar enables skyscrapers; filaments power lamps; springs support furniture. Merchants use various wire displays in multiple sizes and alloys for specific needs.
Products like wire shelves, display stands, baskets, and panels can be customized using advanced 2D/3D forming and welding machines.
The Wire Forming Process
Wire forming involves these key steps:
Selecting Appropriate Wire
CAD designs specify wire gauge, diameter, and type. Steel suits durable components; aluminum and copper work for lightweight uses.
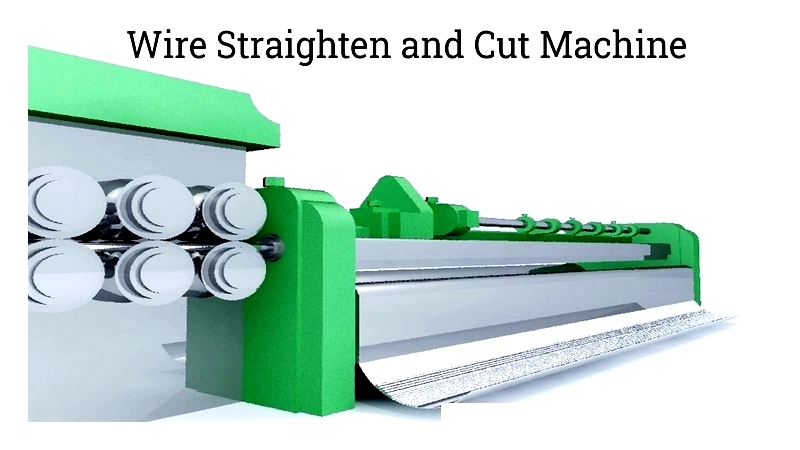
Straightening
Coiled wire requires straightening to remove storage-induced stress. Machine rolling achieves this - imperfections here affect final quality.
Applying Force
Force reshapes wire into required configurations. Methods range from manual to automated using dies and cutters. Mass production employs CNC and fourslide machines.
Surface Finishing
Some products need cutting, grooving, or edge smoothing for safety and function. Not all require finishing.
Wire Forming Methods
Various techniques create specific shapes:

Manual Forming
Traditional method using hand levers and spindles with drawn/rotary dies.
Coiling
Winds wire around blanks for springs or electrical coils. Precision varies by application.

Rolling
Cost-effective for creating flat, round, or shaped components with features like grooves or threads.
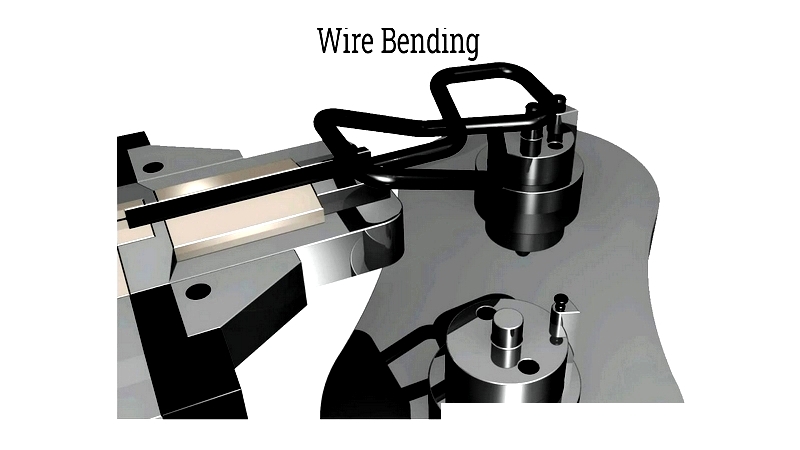
Bending
Forms wire into countless configurations (0.4-16mm diameters) without waste.
Fourslide
Uses cams and horizontal presses to shape wire from four directions simultaneously.
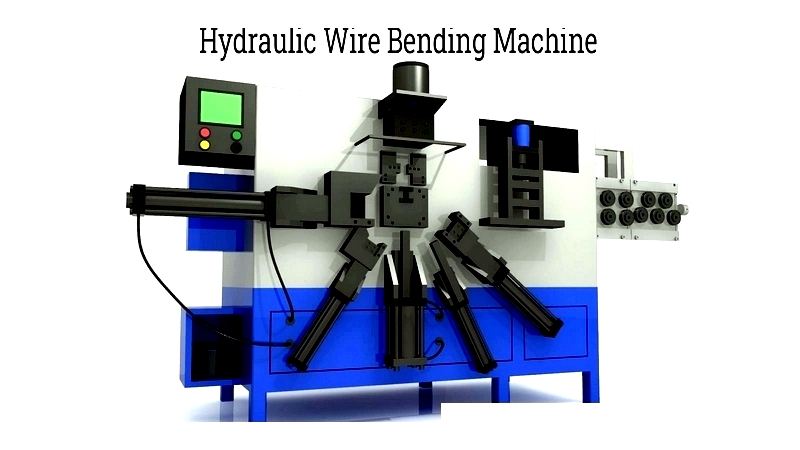
Hydraulic
Hydraulic motors drive shaping rollers programmed via CNC for automated forming.
Pneumatic
Straightens, forms, and cuts wire using air pressure.
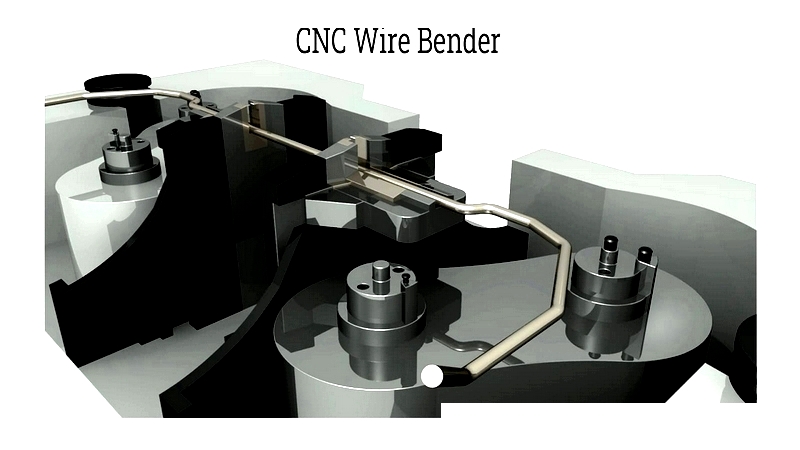
CNC Bending
Precision bending (up to 180°) with automatic straightening. Handles various metals (0.2-6.35mm diameters).
Chapter 2: Wire Display Types and Materials
This chapter examines wire display varieties for merchandising and the materials used in their construction.
Wire Display Categories
Common retail/commercial types include:
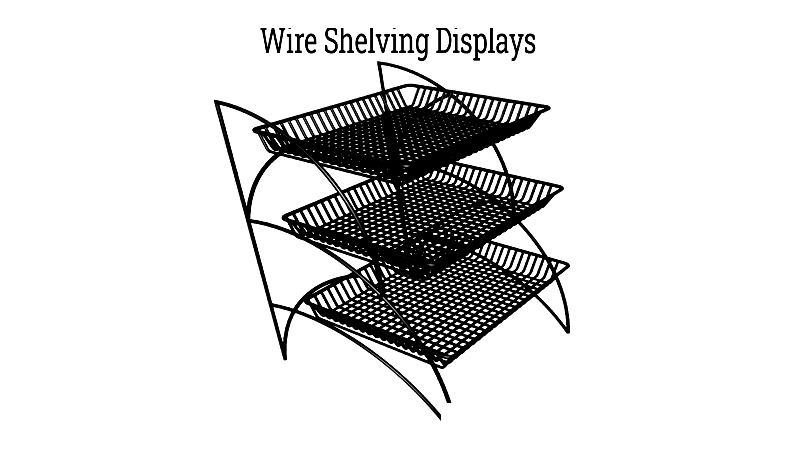
Floor Displays
Freestanding units with shelving for visual merchandising. Popular in supermarkets and hardware stores.
5-Shelf Bottle Display
Five-tier rack for beverages, tools, or books. Open design enhances visibility.
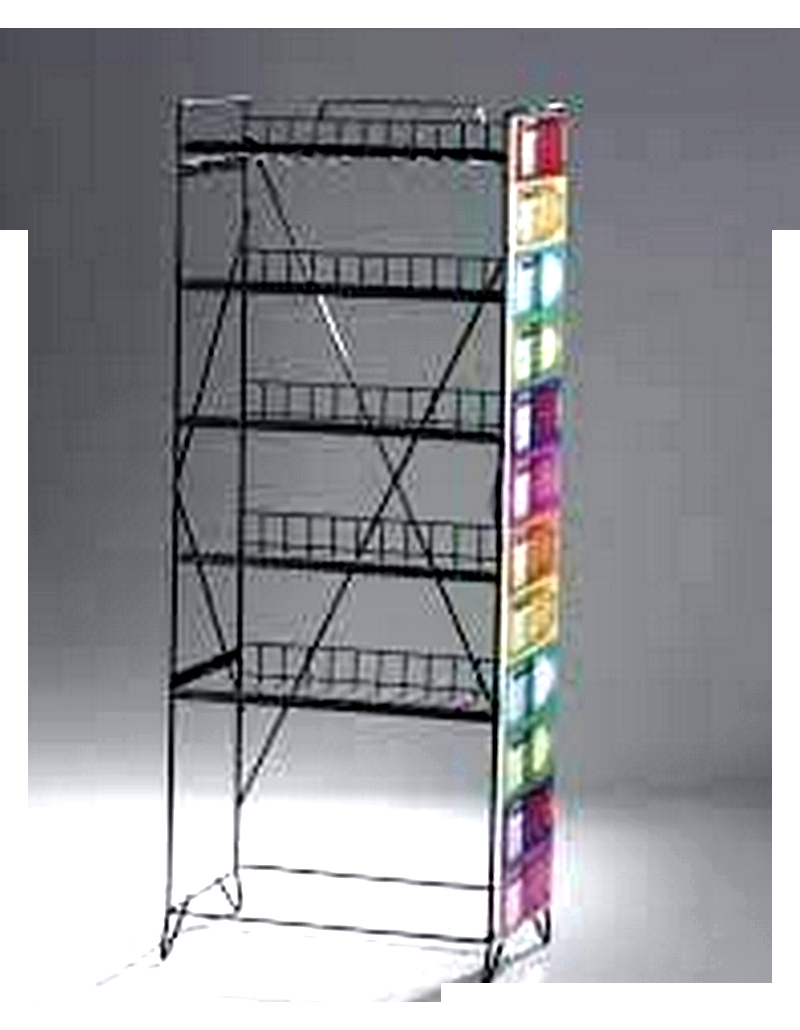 5 Shelf bottle Display from RFC Wire Forms
5 Shelf bottle Display from RFC Wire FormsWood/Wine Rack
Combines wooden shelves with steel supports for wine storage in liquor stores and restaurants.
Wire Cable Display
Hook-based unit for hanging cables in electronics/hardware stores.
4-Shelf Box Rack
Versatile storage for snacks, tools, or packaged goods.
Hanging Bag Rack
Features hooks for bags/accessories in retail stores.
 Hanging Bag Wire Display from RFC Wire Forms
Hanging Bag Wire Display from RFC Wire Forms6-Tier Snack Display
Compact unit for countertop snack or brochure organization.
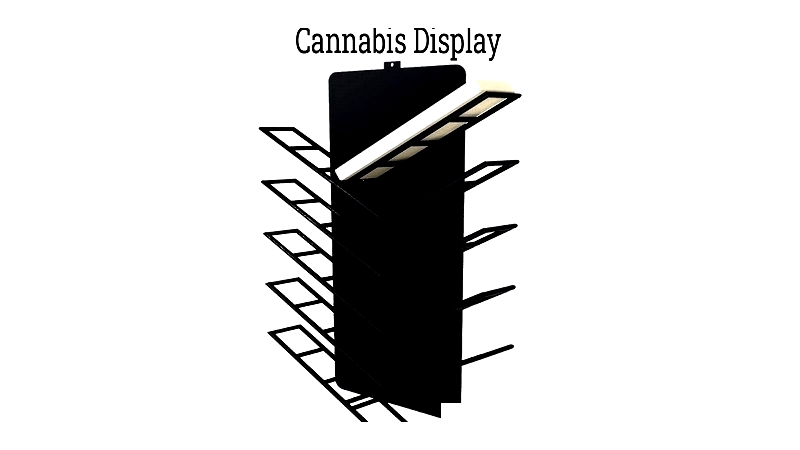
Cannabis Display
Wall-mounted grid units for dispensary product visibility.
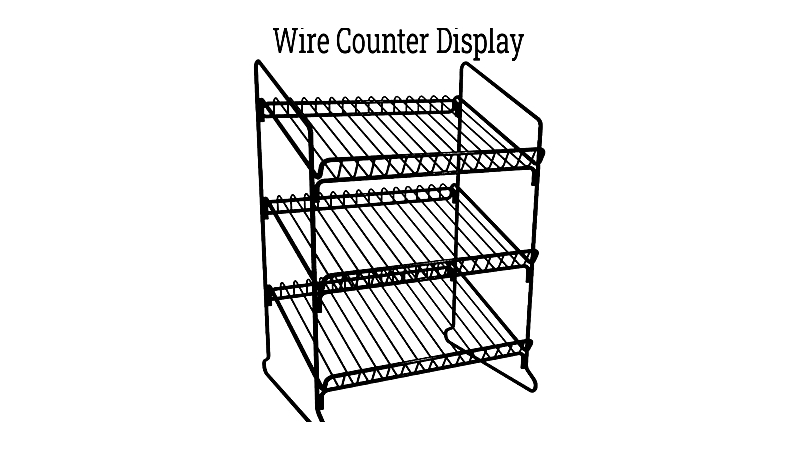
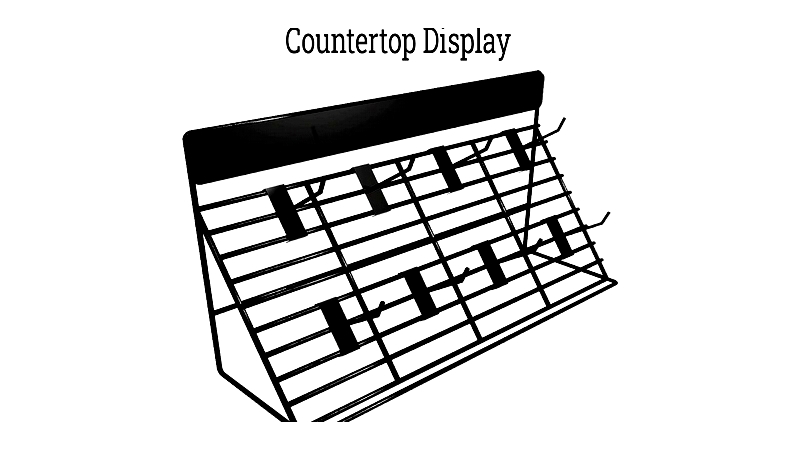
Countertop Displays
Compact units for POS items like snacks or cosmetics.
Newspaper Grid Racks
Steel wire stands (37"H x 16"W x 15"D) for periodicals in lobbies/stores.
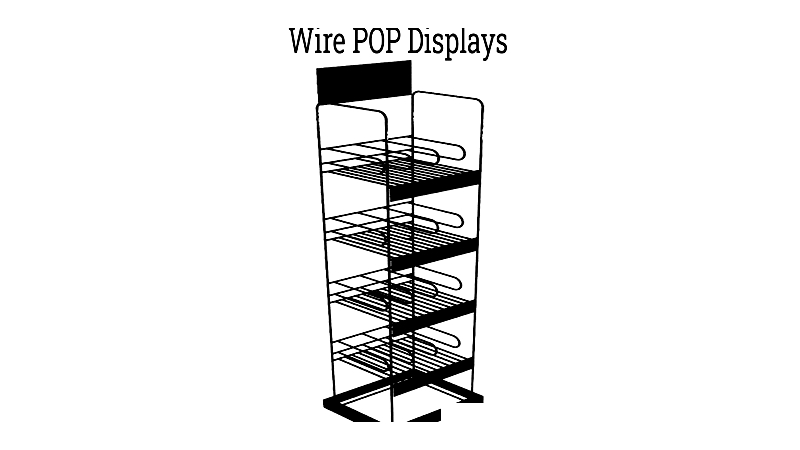
POP Displays
Promotional racks for impulse items. Often customizable with branding.
Brochure Displays
Countertop units for marketing materials in retail/office



