
Introduction
This article provides comprehensive information about stainless steel 316.
You will learn about:
- The definition of Stainless Steel 316
- Grades and properties of Stainless Steel 316
- Comparison between Stainless Steel 316 and other grades
- Composition of Stainless Steel 316
- And more...
Chapter One – What is Stainless Steel 316?
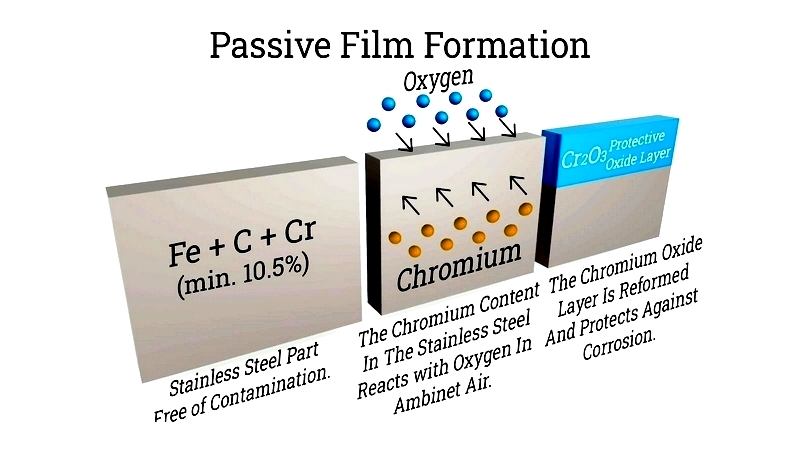
Stainless steel is an alloy containing at least 10% chromium, which provides corrosion resistance. The chromium forms a protective oxide layer on the surface, shielding the metal from corrosive elements.
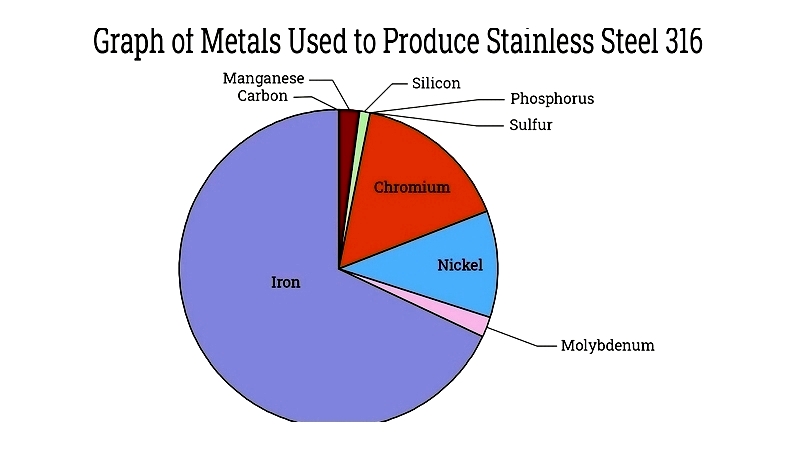
Among various grades, stainless steel 316 is widely used. It typically contains 16-18% chromium, 10-14% nickel, 2-3% molybdenum, and trace amounts of carbon. The molybdenum enhances corrosion resistance compared to other grades, while additional alloying improves overall properties.
The characteristics of stainless steel 316 make it the second most common grade after 304. It's particularly suitable for corrosive environments like chemical plants, refineries, and marine applications.
Stainless steel 316L, a low-carbon version, is preferred where sensitization may occur. Stainless steel 316H has higher carbon content for improved thermal stability, while 316Ti offers enhanced resistance to intergranular corrosion.
Passivation strengthens stainless steel by making it resistant to oxidation. This occurs when chromium oxides form a protective layer upon air exposure.
Acidic passivation baths containing nitric acid remove impurities that could weaken the passive layer. After treatment, the metal is neutralized in sodium hydroxide. Descaling removes oxide films from high-temperature processes like welding.
Chapter Two – How does stainless steel 316 compare to other grades?
Stainless steel 316 stands out due to its molybdenum content, providing exceptional corrosion resistance against chlorides and chemicals. As the second most used austenitic grade after 304, it performs well in marine, pharmaceutical, and chemical industries. Austenitic steels like 304 and 316 feature high nickel content, non-magnetic properties, and durability across temperatures.
Stainless steels are classified into four main families: ferritic, martensitic, austenitic, and duplex. Duplex steels combine properties from multiple families for balanced strength and corrosion resistance. Each family's structure determines its performance characteristics.
Grades are further defined by composition standards like SAE three-digit or ASTM/UNS six-digit systems. Minor element variations significantly impact properties like corrosion resistance and strength.
Understanding grade differences is crucial for selecting materials based on corrosion resistance, strength, ductility, and temperature stability. Microstructure analysis helps determine suitability for construction, medical, or chemical applications.
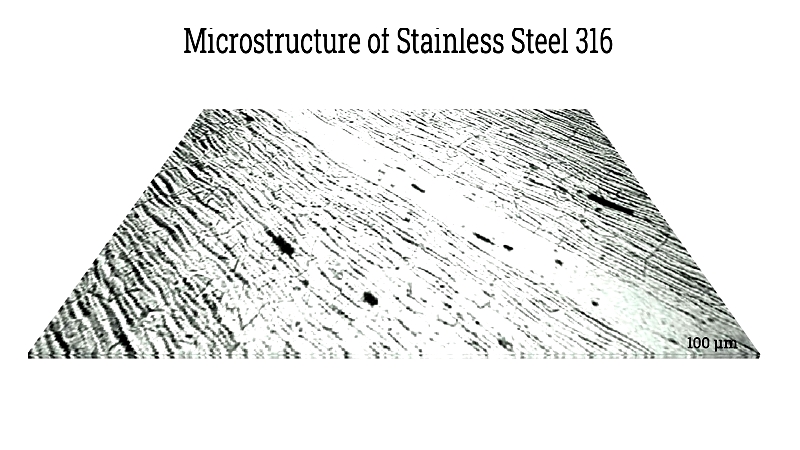
Stainless steel 316's microstructure contains chromium, molybdenum, and niobium at grain boundaries, enhancing corrosion resistance in acidic or chloride-rich environments like seawater.
-
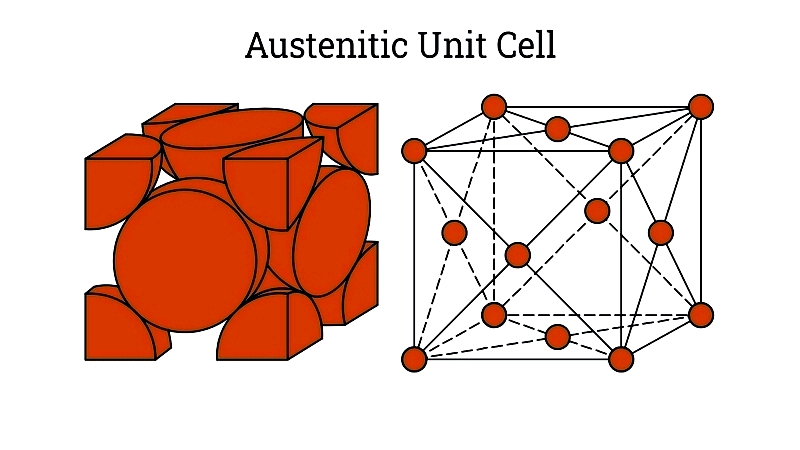
Austenitic Stainless Steels: These non-magnetic steels feature high chromium/nickel content and excellent ductility. Their face-centered cubic structure provides impact resistance and formability. Cold working increases strength, though it may induce slight magnetism.
300-series steels like 304 and 316 contain 6-20% nickel. Grade 316's 2-3% molybdenum improves chloride resistance. 200-series steels have lower nickel but higher nitrogen.
- Stainless Steel 300 Series:
- 300-series steels offer excellent corrosion resistance, weldability, and temperature stability for pressure vessels, piping, and appliances.
- 304 - The most common grade with 621 MPa tensile strength and resistance up to 870°C. Used in food processing and architecture.
- 316 - With 549 MPa strength and 800°C tolerance, its molybdenum content enhances chloride and acid resistance for marine and chemical applications.
Compared to 304, 316's molybdenum provides better pitting resistance in chlorides and acids. Selection depends on environment, strength needs, fabrication methods, and budget.
td { text-align: center; } .headers { font-weight: bold; } Comparison of 304 and 316 Stainless Steel Composition 304 316 Carbon ≤0.08% ≤0.08% Chromium 18-20% 16-18% Nickel 8-10.5% 10-14% Molybdenum - 2-3% -
Ferritic Stainless Steels: These magnetic steels have high chromium with minimal nickel. Their body-centered cubic structure resists scaling but makes welding challenging. Used in automotive exhausts and kitchenware.



