
Introduction
This article covers everything you need to know about tire shredders and their applications.
You will learn about:
- What a Tire Shredder is
- How Tire Shredders Work
- Different Types of Tire Shredders
- Applications of Tire Shredders
- Benefits of Using Tire Shredders
- And much more...

Chapter 1: What is a Tire Shredder?
Tire shredders are specialized recycling machines designed to reduce tire volume through high-torque shredding mechanisms. Available in various models, they can process large quantities of tires of different sizes. By cutting, slicing, and crushing end-of-life tires (ELTs), these machines transform them into rubber chips. Tire shredding is a crucial technique for recycling, reprocessing, and converting waste tires into valuable products.
While retreading tires is possible, shredding simplifies repurposing and recycling efforts. Tires are commonly shredded due to their weather-resistant properties and slow decomposition, making them ideal for various recycling applications. Since tires are largely hollow, landfilling them is inefficient and costly. Shredding improves disposal efficiency and environmental sustainability.
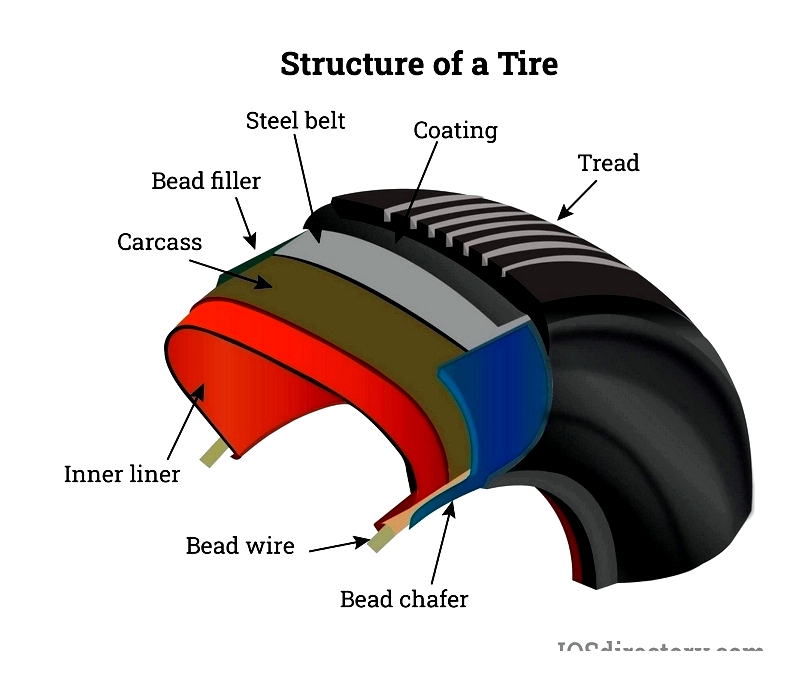
To optimize shredding results and protect the equipment, tires often undergo preliminary preparation. A key step involves removing the bead - a thick rubber or steel band on the tire's inner edge. When cut open, tires form a U shape with beads at each end.
Chapter 2: The Tire Shredding Process
Tire shredding is a critical step in recycling and waste management, requiring heavy-duty industrial shredders capable of handling significant torque and durable materials. These machines process passenger vehicle tires, truck tires, OTR (off-the-road) tires, and specialty mining equipment tires. When selecting a tire shredding system, it's important to choose machinery that efficiently reduces tire volume while ensuring operational reliability and safety.
Tire Collection
The first step in tire recycling involves proper collection and transportation of scrap tires. Responsible disposal is crucial for environmental sustainability, as discarded tires in landfills can pose fire risks and become breeding grounds for pests. Specialized recycling facilities are essential since disposing of tires in general waste streams is illegal. Tire dealers, auto service centers, and collection sites often gather large quantities of ELTs, arranging regular pickups with licensed recycling companies.

Removing the Tire Beads
Bead removal is a mechanized pre-shredding process using specialized equipment. This step is essential as steel-reinforced beads can damage shredders. The process involves placing the tire on a machine where a precision cutter removes the beads from both sidewalls. The extracted steel beads are valuable recyclables, often processed for steel recycling or manufacturing. Efficient bead removal extends equipment lifespan and improves material separation in later stages.

Shredding
The shredding stage marks the beginning of true tire recycling, using advanced shredders or granulators to cut scrap tires into uniform rubber strips, chips, or granules. This transformation is essential for producing tire-derived fuel (TDF), crumb rubber, and materials for rubberized asphalt, playground surfaces, and molded products. Shredding can be done through mechanical (ambient) or cryogenic methods, each with distinct advantages.
-
Mechanical Shredding – This method uses power-driven shredders with rotating knives to break down ELTs. The process typically starts with primary shredding, followed by secondary granulation that further reduces rubber size while removing fibers and steel wire. As tires pass through successive grinders, they're converted into crumb rubber - a versatile material used in construction, sports surfaces, and manufacturing.
Mechanical shredders can process whole tires, producing rubber in sizes from coarse chips to fine crumb rubber (10-20 mesh). The ability to customize output size increases the material's commercial value.
Modern shredders incorporate separation technologies like screens and air classifiers to efficiently recover rubber, steel, and textile components. Ambient grinding enhances rubber-steel separation, producing finer crumb rubber and maximizing resource recovery.
-
Cryogenic Shredding – This method uses liquid nitrogen to freeze ELTs to -120°C (-184°F), making the rubber brittle enough to fracture cleanly under impact. The technique reduces energy consumption and improves steel/fiber removal efficiency, producing clean, fine rubber powder for high-value applications.
Cryogenic processing yields very fine granules with minimal emissions and residue. Some plants combine cryogenic and mechanical methods for optimal recovery. The process also breaks sulfur bonds in vulcanized rubber, making it suitable for remanufacturing into new products.
While energy-efficient, cryogenic shredding's adoption may be limited by refrigerant costs. However, its quality and cleanliness benefits often justify the investment, especially for specialized recycling operations.
Sorting
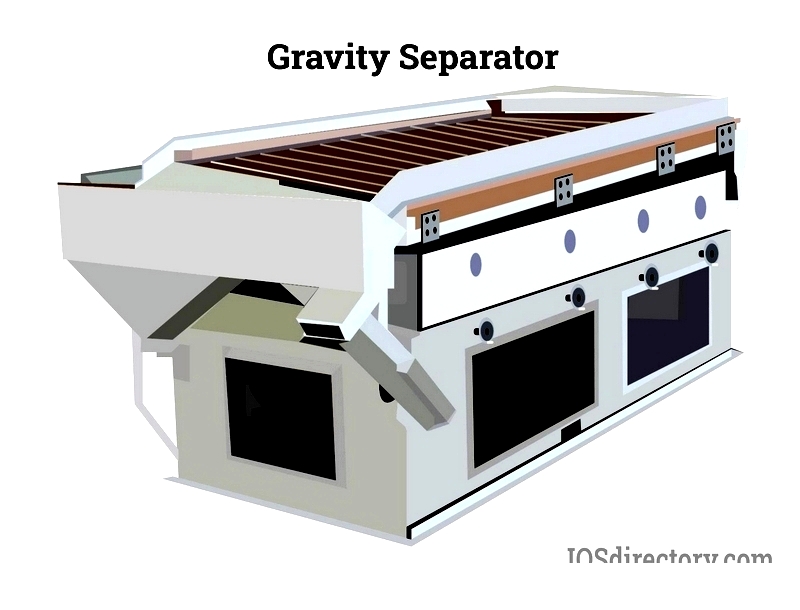
After shredding, advanced sorting systems separate materials by composition. Magnets extract ferrous steel for recycling, while non-metallic fibers are separated using air classifiers and vacuum gravity separators. These technologies ensure high-quality, contaminant-free crumb rubber suitable for commercial use.
Proper sorting is vital for producing market-ready materials, maintaining regulatory compliance, and enhancing recycling value. Advanced processing lines can recover up to 99% of tire material for reuse.
Screening
Screening ensures crumb rubber meets industry standards by removing contaminants. Specialized equipment like tumbler screens and vibratory separators classify rubber particles by size and remove residual fibers. The screened rubber is then washed to eliminate dust and residues, ensuring compliance with environmental regulations.

Pyrolysis
Pyrolysis thermally decomposes tires in oxygen-free reactors at 400-800°C, converting them into pyrolysis oil, carbon black, steel, and synthetic gases. This process supports circular economy initiatives by recovering valuable resources from waste tires.
The resulting products have various industrial applications: carbon black for pigments, steel for metal smelting, and pyrolysis oil as fuel or chemical feedstock. Integrated pyrolysis systems can increase revenue streams while reducing landfill use and emissions.
Tire shredding and recycling is an evolving industry driven by technology, regulations, and sustainability goals. Understanding each process step helps businesses make informed decisions about recycling solutions and equipment investments.
Chapter 3: Types of Tire Shredders and Their Uses
Tire shredders come in various sizes and configurations to meet different industry needs. Selecting the right equipment depends on operational requirements, processing scale, and desired end products. For high-volume operations, robust machinery is essential for efficient, continuous processing.
These machines play a vital role in sustainable waste management by reducing tire volume for easier processing and recycling.
Dual Shaft Shredder
Featuring two interlocking shafts with cutting blades, these shredders efficiently process tires. Blade thickness and tooth



