
Introduction
This article provides an in-depth exploration of shredding machines.
Key topics covered include:
- Working Principles of Shredding Machines
- Varieties of Shredding Machines
- Applications, Benefits and Industry Standards
- Additional relevant information

Chapter 1: Principles of Shredding Machines
This chapter examines the fundamental concepts of shredding machines, including their structure, design, and operational mechanisms.
What is a Shredding Machine?
A shredding machine is equipment designed to cut materials into smaller pieces. While commonly associated with document destruction for privacy protection, these machines come in various types tailored for specific materials and applications.
Shredding machines handle diverse materials for recycling purposes, including plastics, metals, e-waste, wood, and tires. The process yields raw materials for manufacturing or finished products like mulch. Related equipment includes grinders, granulators, and hammer mills, all focused on size reduction.
Machine Components
Shredding machines consist of several key elements:
Main Components
Industrial models typically feature feed shafts, a loading zone, cutting blades, a motor, and an output chute that directs shredded material to conveyors or collection bins.
Screens often capture oversized pieces for reprocessing until proper sizing is achieved.
Design Considerations
Machine design factors include material type, volume, operating environment, available space, usage frequency, and budget constraints.
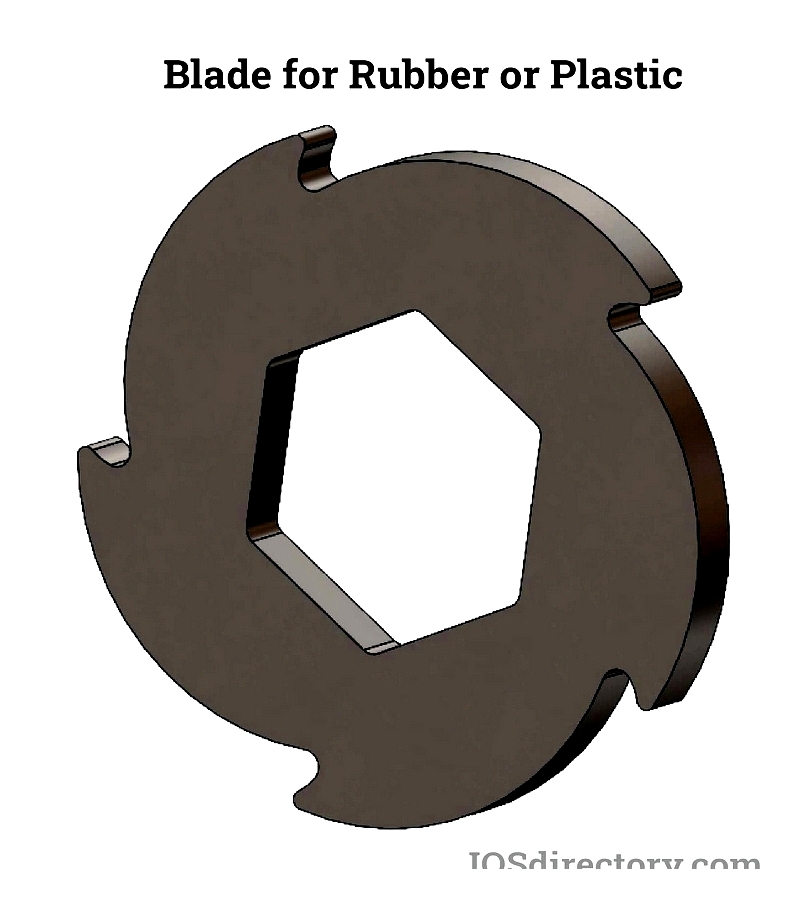
Cutting Blade Design
Blade hook size and configuration depend on material type. Larger hooks increase production but must match machine capacity to avoid jams. Common blade materials include tool steel and carburizing steel, with specialty alloys for specific applications.
Shaft Specifications
Shaft design focuses on diameter requirements for strength and durability under operational loads. Ideal shaft materials offer:
- High strength
- Good machinability
- Excellent heat treatment properties
- Wear resistance
Carbon steel is standard, with alloy steels used for higher strength needs.
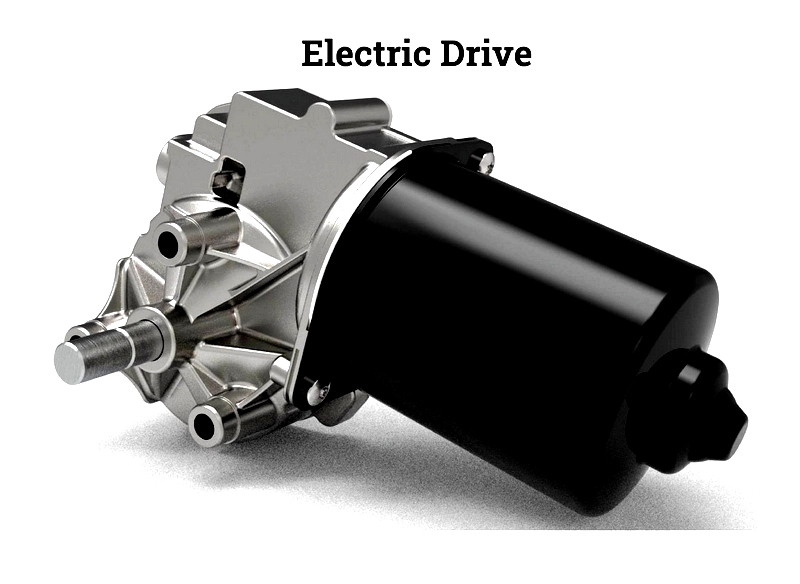
Drive System Options
Electric Drives: These power blade rotation, with motor size varying by machine type. Electric systems are compact, user-friendly, energy-efficient, and cost-effective for most materials.
Hydraulic Drives: Preferred for heavy-duty applications like tire shredding, these systems handle batch feeding and shock loads effectively. They're ideal for:
- Batch processing
- Mixed material feeds
- Difficult-to-shred materials
- Precise particle size control
- Process coordination needs
- Frequent start-stop operations
- Low-voltage start requirements
Machine sizes range from small office units to large industrial systems processing thousands of kilograms hourly.
Shredding Techniques
Three primary methods are employed:
Shearing
This scissor-like cutting action depends on blade sharpness and spacing. Advanced alloys maintain cutting precision over time.
Tearing
Force separates materials like fabrics, soft metals, and plastics. Effective for mixed waste where uniform sizing isn't critical.
Fracturing
Brittle materials like hard plastics and glass break apart. Safety precautions are essential due to potential fragment projection.
Optimal Performance
Shearing typically offers greatest efficiency when blades are sharp and properly adjusted.
Material Types
Ductile Materials: Resist fracturing, forming long strips when torn. Includes paper, cloth, rubber, and soft metals.
Friable Materials: Easily fracture into small pieces. Examples include glass, stone, and hard plastics.
Selection Criteria
Key factors when choosing a shredder:
Material Compatibility
Different machines suit specific materials. For example, chippers handle branches, while twin-shaft models reduce dust and noise for mixed waste.
Output Requirements
Consider final particle size needs. Some applications require multiple processing stages.
Capacity
Select a machine with slightly higher capacity than needed to prevent overloading and extend service life.
Feeding Methods
Manual feed hoppers suit smaller operations, while automatic systems improve efficiency for continuous processing.
Operational Factors
Consider safety, mobility, noise levels, and dust control when selecting and positioning equipment.
Maintenance Needs
Regular maintenance is crucial. Consider ease of access for blade replacement and general upkeep when choosing equipment.
Chapter 2: Types of Shredding Machines
Various shredding machines serve specific industrial, recycling, and security needs. Proper selection ensures efficiency, compliance, and cost-effectiveness across applications from packaging to metal recycling.
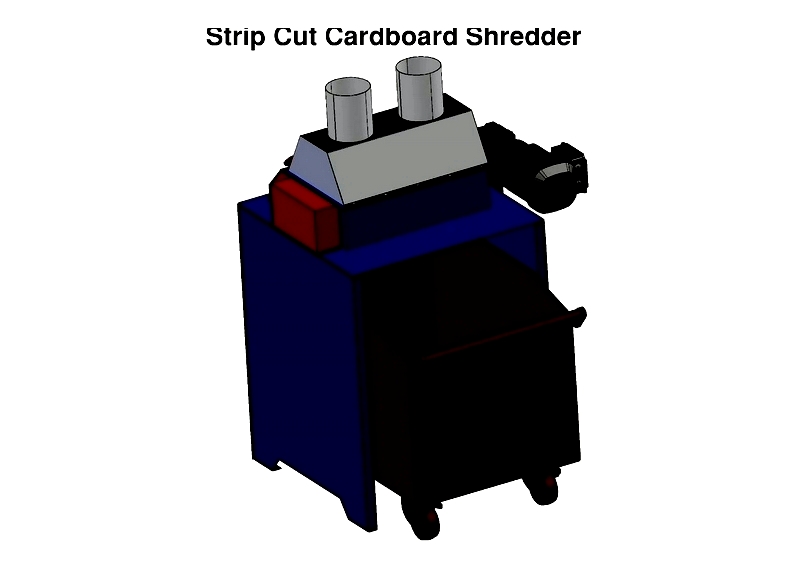
Cardboard Shredder
These industrial machines transform cardboard waste into packaging materials like cushioning netting or strips, supporting sustainability goals. They operate similarly to heavy-duty paper shredders, creating eco-friendly void fill from discarded boxes.

Cardboard shredders reduce waste disposal costs while eliminating the need for new packing materials. Businesses use the output to protect goods during shipping while meeting recycling targets and reducing environmental impact.
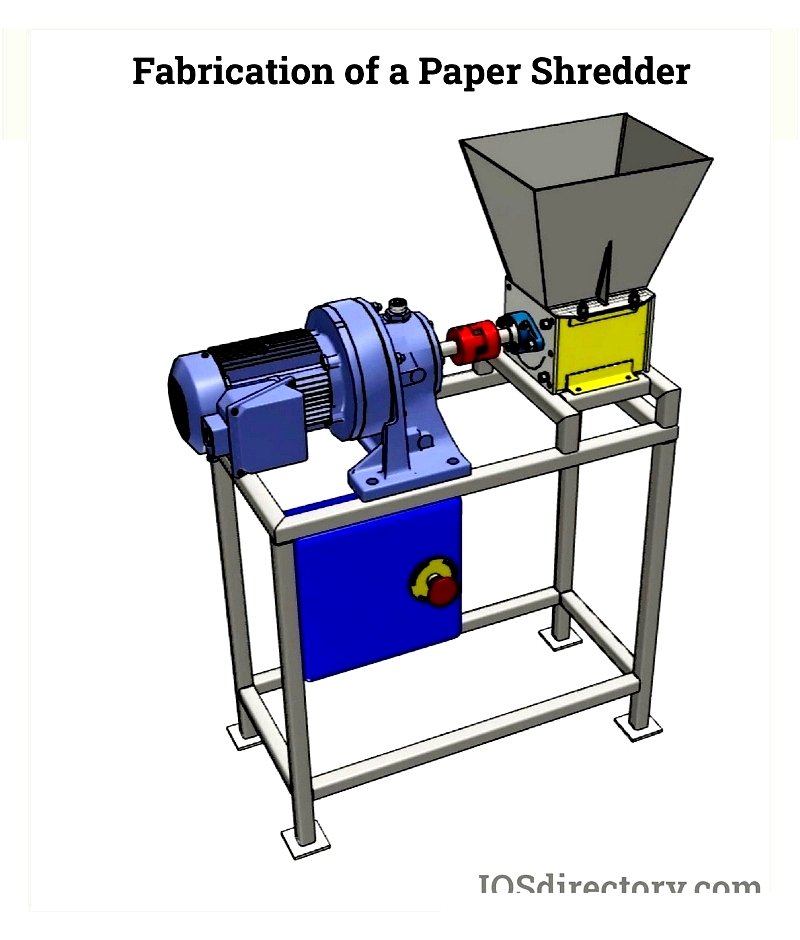
Paper Shredder
These electronic devices destroy sensitive documents for data protection and compliance. Cutting blades powered by electric motors produce particles meeting various security standards.

Paper shredders fall into three main categories:
Strip Cut
Creates long strips from non-confidential documents. Features include:
- Basic security level
- Suitable for general office waste
- Vertical cuts only
- DIN P-1/P-2 security rating
Cross Cut
Produces confetti-like pieces for confidential documents. Characteristics:
- Medium security
- Diagonal cutting pattern
- DIN P-3/P-4 rating
Micro Cut
Gener



